

With a Bit of Smoke, a Few Mirrors and a Degree in Hieroglyphics, Anyone Can Learn to Read a P&ID.
Part 3 - Symbology Primer
Welcome back to Part 3 folks! Let me apologize at the outset for the delay in getting this posted sooner but we had our Labor Day holiday here in the USA last week and oddly enough, we tend NOT to work on Labor Day. Go figure... I suppose it should be called slacker day because I really didn't do much the whole weekend. In any event, I'm back in the saddle so let's recap the last two parts before we hit the trail again. We have a lot of ground to cover before sunset.
- Part 1 talked about why the interpretation of P&IDs is important to everyone involved in the planning, design, and construction through operation of a process plant.
- Part 2 described the various functions P&IDs serve and highlighted the kinds of information they convey, along with the support documents that are commonly associated with them. We also talked about some of their weaknesses.
With the requisite academics out of the way, it's time to focus on the exciting stuff - P&ID symbology interpretation. That's the goal I had when I started this series and by golly, I'm sticking to it. However, I'm going to warn you up front - this is a big part in the series, figuratively and literally speaking. I might even be pushing the limits of Chenected.com's server capacity but I did my best to balance breadth of content with depth of detail. If you think I short-changed any areas and would like more detail on any topic, please let me know via the comment system. I'll do my best to oblige.
Lead Sheets Define Symbology
As I mentioned in Part 2, the meanings of the various symbols used on P&IDs (aka, symbology) are defined on separate drawings called "Lead Sheets" (or Legend Sheets). These are your "secret decoder rings" to P&ID symbology interpretation. Every company that builds process plants should have a set of lead sheets customized to their particular ways and means. Having seen a number of lead sheets over the years, I can tell you that most of them are just variations on a core set of generally accepted symbols and notations that engineers and industry organizations have settled on as defacto standards over the years. The lead sheets I provide in the supporting file download to this series include the following;
- D001 - Instrumentation and Valves
- D002 - Codes, Tags, and Labels
Here's the good news - these lead sheets include 90.00?0.05% of what you need to know. Seriously, the significant digits are right here, I checked them. Yeah, I realize some companies have more than two lead sheets, four or five even. Probably even a few with six or seven just to prove a point I suppose, but the number of lead sheets isn't important. What is important is that they are logically organized so that the symbols and tags can be located easily. Poorly organized and/or incomplete lead sheets will just frustrate folks who turn to them for help so it's important to keep them neat, concise and logical. And the two I present here should be up-front-and-center in your set. Related to the content I include on the example lead sheets, you might have noticed a conspicuous absence of lead sheets for major equipment, i.e., tanks, pumps, and sundry items typically included in process plants, etc. It's good to have lead sheets for that kind of stuff; I'm not going to say otherwise. However, I have generally stopped using them in my group because;
- It is almost always self-evident what a symbol represents for major equipment, and
- Even if it's not apparent, the major equipment is always tagged and named with some general specifications provided along one edge of the drawing. I underline always because that's the way it should be. I don't want to debate it. Just make it so!
Aside from these reasons, it's tough to keep an equipment lead sheet updated when new or custom equipment that doesn't really have an industry standard symbol is added to a drawing for a particular job. I could go on regarding the topic of symbols for major equipment but this is a topic I decided not to expand on in the interest of focusing more on the instrumentation and controls side of symbology. Shoot me a note if you want to discuss this more.
Caveat Emptor
Before we move on, I want to address the operations folks here in attendance: Keep in mind that reading and understanding P&IDs is a core topic of operator training. And that training happens long before you step on-site. In fact, you should know this stuff before you enter the room as a team member on a Process Hazards Analysis. As a process engineer at heart, I view operations as my #1 client and work hard to make sure that they fully understand the plant and its procedures so that it can safely and efficiently meet its objectives. If you are in an operations group, you are not expected to have it all figured out just from reading this series alone. However, the following sections should serve as a solid primer. And I will make you a simple promise - so long as you don't get bored and start daydreaming about whether Brock Lesner will remain the UFC heavyweight champion for the next five years (I don't even...), you will definitely walk away from this series with a solid, functional understanding of P&IDs! If you don't, call me and I will refund your money, no questions asked.
Instrumentation and Controls Symbology
We'll kick things off with what has traditionally been viewed as the "hardest part" of P&ID interpretation, that of course being instrumentation and controls. In my experience, this is the area that gives newcomers the most grief. Trust me, it's not that hard and once you have this area conquered, everything after that is stupid simple and the learning curve will skyrocket.
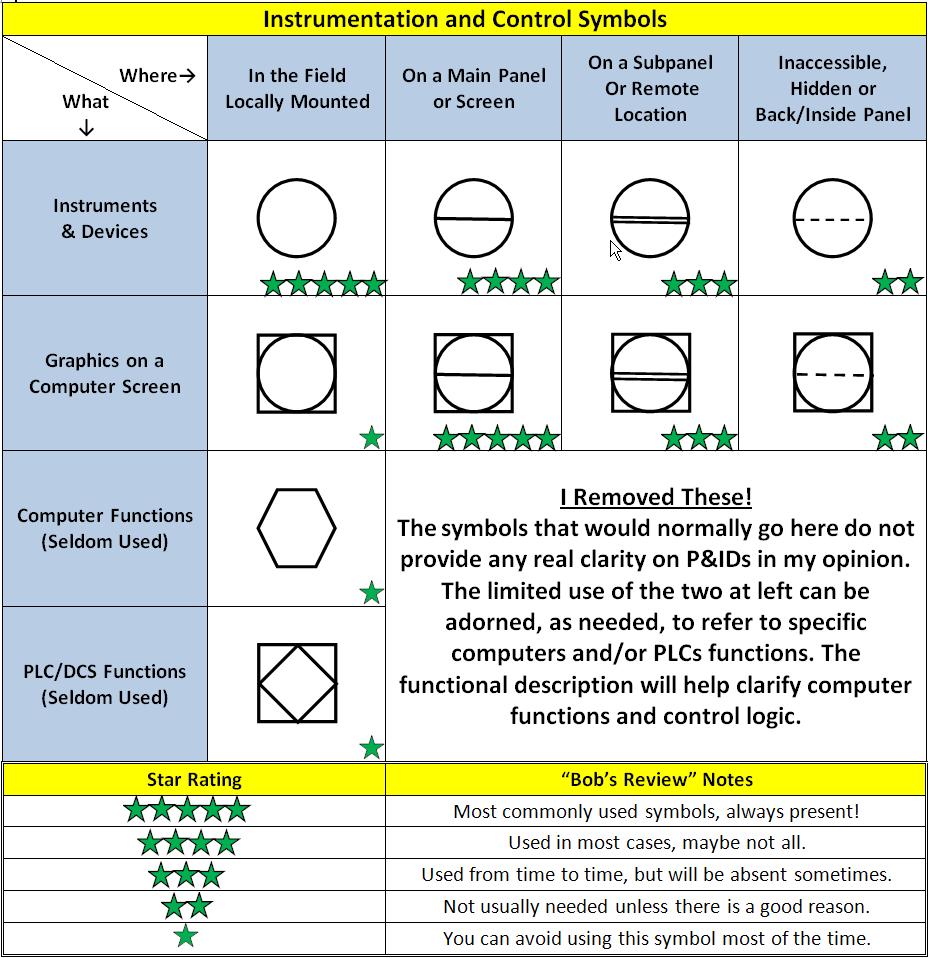
The main symbols used for Instrumentation and Control (I&C) are shown in the table above. When you spot one of these on a P&ID, you will be able to glean three things from it, including:
- What is that device?
- Where is it located?
- Why is it there?
The 'what' and 'where' aspects can be determined from the symbol shape. The 'why' part comes from text placed inside the symbol that is made up of two parts that form the "tag number". This includes:
- An abbreviation for what the device is (based on ISA S5.1), combined with a
- Loop number based on your company's preferred numbering system
Before I dig into this topic more heavily, it's worth providing a couple simple tag number examples as a lead-in. Pressure indicators have the abbreviation PI and temperature indicators use the abbreviation TI. It follows logically that flow and level indicators use the abbreviations FI and LI, respectively. Since most plants can have many instruments of the same type, a unique number is applied so that each one can be individually identified. This number is often referred to as the "loop number". Thus, the device abbreviation + loop number become the unique "tag number". While the device abbreviations are largely based on accepted standards (ISA S5.1), the loop numbering system is company specific. My group happens to use a four digit numbering system. In this case, typical tag numbers for pressure and temperature indicators in our plants will be PI0134 and TI4348, respectively. You could even reuse the loop number "0134" to define other types of devices, such as a level indicator, LI0134 or flow indicator, FI0134. The same holds true for loop number "4348"; it may be used for PI4348, LI4348 and HS4348 (where HS stands for Hand Switch). The key point is that the abbreviation + loop number must be unique for each device otherwise, it cannot be uniquely identified. You can get creative and apply special prefixes (or suffix) numbers to the tag number when you want to reuse the same tag (like in cases where you have redundant devices but you don't want them to have different loop numbers). I will get into those when we look at the example P&IDs. But that is detail stuff.
What is that control symbol?
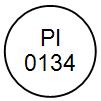
Refer to the first row in the table above. A circle symbol is quite simply any physical instrument or device in the field or on a panel. It doesn't matter if it is a level transmitter, a flow meter, a pressure gauge or some other type of indicator. If it is a physical device that measures or displays something, it will be illustrated by the use of a circle on a P&ID. Notice also how I placed the tag number PI0134 inside the symbol. The common practice is to place the device function abbreviation on the top line, with the loop number at the bottom. When the device is ordered and a stamped tag is requested, it should match the tag number placed inside the symbol on the P&ID. Aside: Sometimes, you will hear folks refer to the symbols as instrument "bubbles". This is just jargon that is commonly used. When you hear it, they are simply referring categorically to the symbol shapes I am talking about in this part. Just act like you've been calling them bubbles for years and show now sign of confusion!

Move down to the symbols on the second row of the table - the ones that show a circle inside of a square. These are used to represent a graphic on a computer screen or control panel that you can see and possibly interface with via touch panel or a computer mouse. It might be used to show the level in a tank (as the tab number in the bubble shown here suggests) or represent a hand switch that you can click on with the mouse to start a pump (or a million other things!). The point is if you can see it on a control screen, it will be represented as a circle inside a square on P&IDs. Don't ask me who decided this, it wasn't me! The last two rows are for symbols that let the reader know a computer is used to do some sort of complex processing. In the case of the hexagon, it means a "computer" is used. That's a pretty vague description don't you think? I mean, is your plant a "PC or a Mac"? I don't want to get into that debate (my wife uses a Mac, otherwise I would) but my point is that some of these symbols begin to show their quaint age.
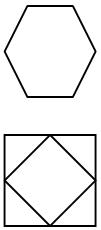
In the case of a square with a diamond in it, that means a programmable logic controller (PLC) is used. Ah yes, the venerable PLC - still hanging tough after all these years. Even if you are not familiar with control computers or PLCs, don't sweat it. Just know that these symbols really represent software instructions that engineers write to define the automated behavior of the plant. For example, code that tells a pump to automatically stop when the tank it is pumping from runs low. That would be a so-called low level interlock type function that would exist as instructions inside a PLC. In this instance, a level element provides the input and the computer runs a set of instructions that say 'stop the pump' if tank level is low. These symbols are often left off of P&IDs because they really don't provide any usable information that you could get out of just looking at the symbol. For example, in the simple example that I just provided, how could you describe the low level interlock using a symbol that looks like a square with a diamond in it? You couldn't! You would need to supplement the P&ID with a written description of what the plant is supposed to do with all of the input it receives. So the symbols would just take up space and clutter the drawing for no good reason other than perhaps provide some pointer via a tag number to coded instructions. But the P&IDs serve the process, not the programmer so we can't have that!
Symbology Star Power!

This brings me to the arbitrary star rating I gave all of the symbols in the table (see "Bob's Review" key at bottom of table). Folks, this isn't published by the ISA (as if I had to qualify this...) but we've been together long enough for you to know that this is how I roll. It's my way of explaining the frequency and importance of these symbols in most cases. Here goes. For each symbol, I rate it based on how often it typically shows up on drawings that I have worked on over the years. Every plant is different but there is a general theme here. I view symbols with only one star as pretty much useless because the abstract concept they are trying to illustrate simply can't be done effectively with just symbology. Two star symbols have value but may not show up very often or at all in many cases, depending on the type of plant and its design. Anything at or above three stars is a celebrity in our P&ID feature presentations. We're talking Arnold Schwarzenegger, whereas the one star symbol is akin to the nondescript ensign killed off in the first five minutes of a Star Trek episode. So what about those quizzical computer symbols that I poke fun of? Well, you can still use them if you want but they need heavy support from a document that describes all of the functional requirements of a plant and that is typically called a Functional [Control] Description. Maybe in a future series (if you're good), we will cover functional control aspects. Oh Goody! I can almost sense your joy at the thought! Hey, pay attention and no smart remarks. We still have work to do here!
Where is the device located?
If you glance back at the table, you will see that there are four columns that provide the 'Where' part of a symbol. Now, as we discussed in Part 2 of this series, P&IDs generally aren't good at showing you where something is located in the field. We aren't talking about that kind of 'where'. In this case, we are using where as a relative reference. Relative location is indicated via the presence of a centered, horizontal line (or lack thereof), a dual centered horizontal line, or a dashed centered horizontal line placed inside the symbol;
- Single horizontal line - located on a main control panel near the control room or some computer screen in the main control room,
- No horizontal line - located somewhere in the field, probably close to the general area shown on the P&ID,
- Double horizontal line - on some secondary (satellite) local panel in the field.
- Single dashed horizontal line - inaccessible or not generally located where it can be easily accessed or viewed. May also be used for hidden or password protected areas of a control system.
Notice in the above items, no specific location information is provided, only that the device or graphic is associated with a relative, general location. In many cases, it's not hard to figure out where something is just from where the symbol is at on the drawing. But there are limits to what the symbol can convey.
More on the Dashes
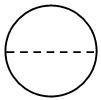
I have found that the dashed line symbols can cause confusion so I want to speak on those a bit more. When you see a symbol such as the one shown at left, that simply means that you can't normally see it or work with that device it in the field. It might be installed behind or inside of a panel so that it is normally not in view (inaccessible to the operator). So in the symbols shown here, a circle with a dashed line in the middle means it is an instrument or device that you can't normally see or get to. If you are an operator, it is probably something you do not need to get to but it might still be vitally important to the plant control system, so we show it this way on a P&ID. In a similar fashion, a graphic display symbol with a dashed line in the middle simply means that this portion of the control system is password protected or hidden from normal view on a screen or operating panel so you can't get to it unless you know the secret access code. It's not that people are keeping secrets from you (or maybe they are...hmmmm); it's just that it might contain important settings that nobody should ever need to mess with.
Why is that device here?
You've come a long way towards understanding control symbology. You can now identify what a control symbol represents and its relative location in the plant. But you still don't know why it's there. It's not helpful to know how to identify a control symbol type if you cannot explain what purpose it serves in the plant. That is the point of the textual abbreviations placed inside the symbols. We touched on this a bit above so now lets cover the essence of what you need to know - and keep in mind, come of this is the way I like to do things, which doesn't necessarily mean it is the best or only way. Refer to the figure below entitled "Instrument Symbol Tag Identification". A control symbol will typically contain two lines inside it, as follows:
- Upper Line - an abbreviation for the functionality it provides (based on the ISA 5.1 standard), and
- Lower Line - a loop number that corresponds to the equipment or area it is associated with (or based on your company's preferred standard).
The upper line text abbreviation, along with the lower line tag number makes up the unique symbol identification tag. It is important that each symbol have a unique tag so that it can be individually identified. In this example, the symbol would be referred to as PDIT1703 in a process document or operating procedure. There may be a bunch of other symbols with 1703 in them, but they must have a different text abbreviation before the 1703 or you won't be able to uniquely identify it. Part 4 of this series will talk more about typical device tagging protocols but for now; consider this your "Introduction to Tagging 101".
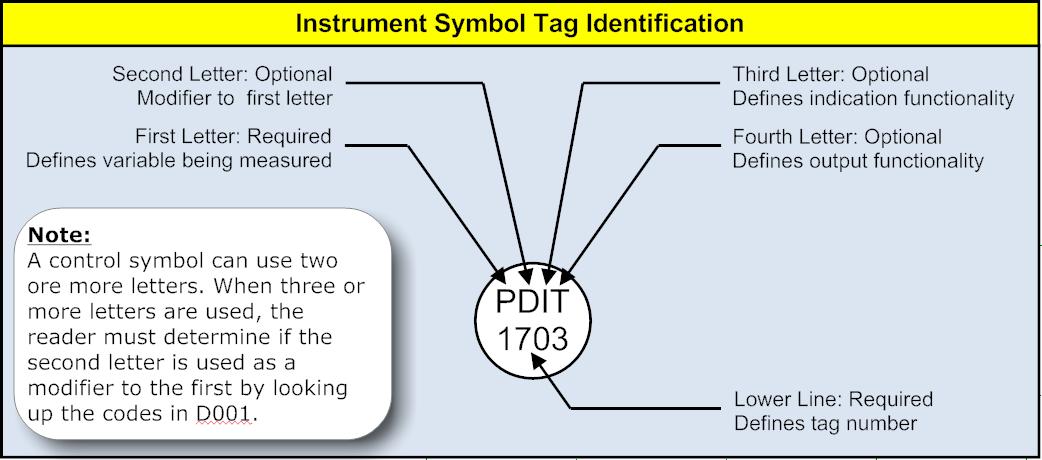
The letters on the first line are in accordance with ISA standard 5.1, as described in the upper left corner of lead sheet D001. Each letter provides unique information. We can use the table in D001 to determine that this symbol represents:
- "P" - First Letter stands for "Pressure"
- "D" - Second letter is a modifier for the first and stands for "Differential"
- "I" - Third letter stands for "Indicating"
- "T" - Fourth letter stands for "Transmitter"
- 1703 is the loop number (the Electrical Engineering eggheads need loop numbers too)
I like to base loop numbers off the associated major equipment. That's just me, and I think it makes good sense. But if your company uses a different technique, roll with it. Now is not the time to be a renegade creator of new tagging systems. Fight your battles but win your wars! So in this case, we have a pressure differential indicating transmitter installed on equipment 1703. You might see such a device across a strainer inlet and outlet to let you know what the pressure drop is across it so that you can clean it when it gets high.
Common Instrument Abbreviations
There are a number of instrument letter combinations that you are likely to come across a lot. A few of these are listed in the figure titled "Common Primary Device Symbols". These examples will help you get some practice understanding the abbreviations used for control symbols. You can compare the examples to the table on D001 to get the hang of it. These examples all represent field-mounted devices. We know that because they are all simple circle symbols with no horizontal lines. I told you this was pretty straight forward!
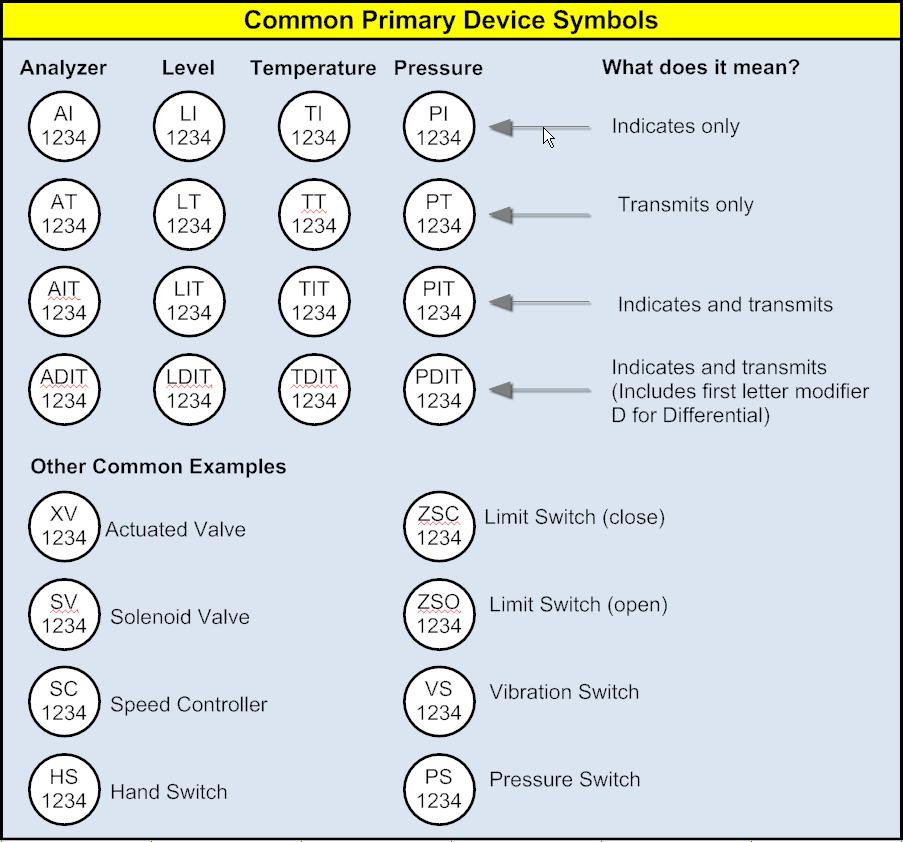
The hardest part in deciphering the abbreviations inside control symbols is figuring out what the letters designate when there are three or more letters used. Here are a couple rules of thumb:
- In the case of abbreviations with four letters, the second letter is a modifier to the first.
- When only three letters are used, the second letter probably is not a modifier.
As with any "rule of thumb", you mileage may vary, so if in doubt, look it up using the table on D001 (or your own company lead sheets).
Symbol Attributes
Depending on the symbol purpose, various other attributes may be placed near control symbols in "supporting role". The section called "Instrument Abbreviations" on lead sheet D001 defines some of the more common ones you might run into. These are simply helpful bits that provide further clarification for the situation at hand. In many cases, it is helpful to know "at a glance" that a valve is FC (Fail Closed) or that DI is a (Digital Input). Refer to this table when you encounter abbreviations used around control symbols.
Instrument Input-Output (I/O)
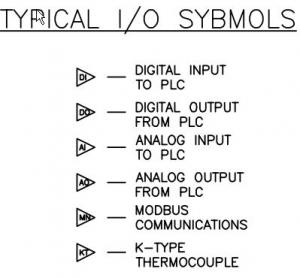
Despite major advances in computer technology and communications protocols, many instruments still transmit their signals using a trusty analog signal (via a 4-20ma, 24V). For switched devices, the input is typically a switch that simply provides a voltage input. While it is not a common practice to show the type of signal a particular device sends to and/or receives from the control system (collectively referred to as the I/O), in my company I like to employ simple triangular symbols along the interconnecting lines to help illustrate the I/O flow (if you will) on a P&ID. This is illustrated using the symbols shown in the figure below. The important point to remember when you see these symbols is that the I/O flow is always from the control computer's perspective. Thus, all outputs (DO, AO) come out of a output module and go to some field device. Conversely, all inputs (DI, AI) are signals from field devices that flow into some input module. Other types of I/O that may require specialized transducer cards or network protocols are sometimes used. For example, the KT signal is a common type of signal that a thermocouple employs. You may have also heard of RTD temperature sensors. There are a myriad of transmission protocols used today and as process engineers, we don't need to get caught up in that. But it is helpful to understand the flow of I/O in a plant and using these symbols is a cheap, easy way of showing that with no penalty on the complexity of the drawing! All of the I/O symbols invariably link to the software line type (described below), as this is used to illustrate software processing within a computer or PLC. You don't know what is taking place just by looking at a line, but you can be sure that whatever it is, the Functional Control Description is the place to look to find out.
Line Symbols
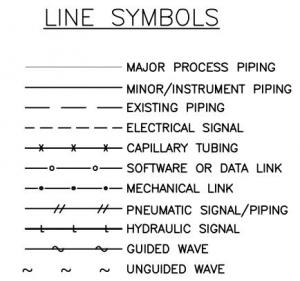
The key line types are highlighted in the figure at right. By far, the most common line type is the solid line, which is used to represent a pipe. Although not shown, a process line with long dashes means the pipe is existing or is outside the battery limits (OSBL) of the plant. Other common line types that you should be able to identify are electrical signal (anywhere wires are employed), instrument air to control valves/devices (labeled as pneumatic signal) and software or data link which includes "virtual" communication such as what occurs inside a computer program or PLC ladder logic. The software can include anything that happens inside a computer, but you need a functional description to actually know what that is, as we discussed earlier in this brief. Just know that when you see a software line, it means computers are at work linking the devices in some meaningful way that relates to the system controls.
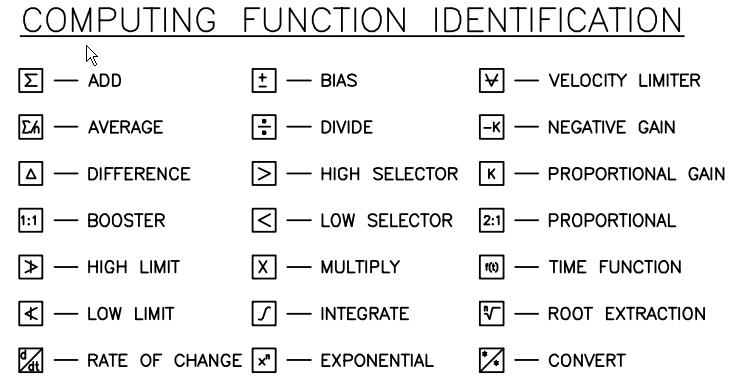
Computing Functions
These symbols describe the types of functions that run inside a computer program. A problem with applying these symbols is that they do not really provide solid insights into how the plant is controlled in complex instances. For this reason, most P&IDs will make limited use of computing function symbols. You can safely ignore these and not miss out on much because the functional control description is really intended to describe control details that these symbols try to illustrate.
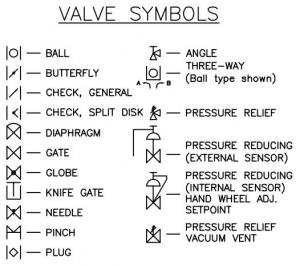
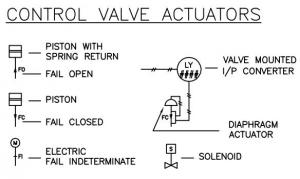
Valve Symbols
The figures below show the key symbols for the various types of manually-operated valves and actuator details for automated valves. Note the attributed stems on the actuators to indicate fail state. This is a good example of using attributes to provide key information that is valuable to operations.
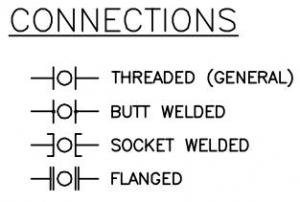
Connection Types
Regarding connections, the symbology shown in the figure below is standard. One point I will make is that in plastic piping systems (PVC, CPVC and ABS), everything is generally glued using a connection type called "socket weld". However, socket weld can also be applied to metallic piping systems where a welded connection is employed using socketed (versus butt weld) fittings. There is no specific designation between glued or welded socket connections. Nor is there a symbol for threaded connections.
When you start getting into what type of connection should be used in a particular pipe, this is not really something that is based on personal preference or simply what you might have on hand in the maintenance trailer. This is something that is based on things like the line service (what's in the line), conditions (temperature, pressure), and other factors (like supporting requirements). This kind of stuff is defined in a Material and Line Specification Standard. We won't cover that in detail here but you know what? I just got an idea! This is great topic for a future series. The fun never ends does it?
What about pipe fittings?
In case you are wondering (and I know you were), P&IDs generally do not show pipe fittings (elbows, tees, unions, o-lets, etc.). Nor will they include all the various flanged connections

that might actually exist in the plant. These are details that show up on piping plans/sections, isometrics and fabrication drawings. So, unless it is important to the process design for some reason, fittings and extraneous flanged connection are generally not shown. If you need to get a fitting take-off, look elsewhere!
Transducer Functions
This is an area that defines signal conversion. Only electrical engineers get excited about this stuff, and you really don't need to focus too much on this. In fact, I almost skipped it but I just know that if I did someone would ask, so let's get this out of the way because this electrical stuff is starting to get a tad boring... A transducer is something that takes a signal in one form and converts in into another form so that it can be used by a downstream device. For example, a control valve may need air to actuate but receive an electrical signal to tell it to do that. Somehow, you have to get the electric signal converted into an equivalent air signal so the valve can move. Hello signal transducer.

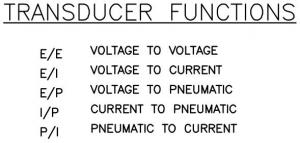
In this particular example, an I/P (current to pneumatic) transducer is necessary so that the valve can be positioned to any desired opening point with just an electrical signal. This is the most common transducer function used in many plants; the others listed are comparatively rare. So, understand what I/P means when you see it and don't worry too much about the rest of them for now. When you graduate to Master Ninja P&ID interpreter, then we will focus on these details.
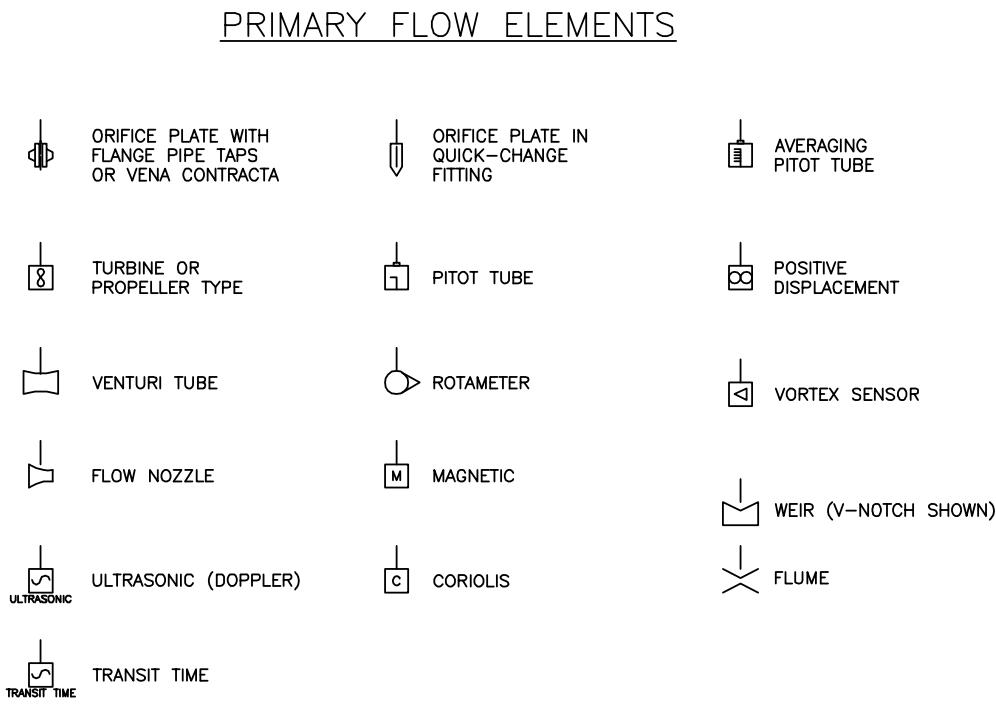
Primary Flow Elements
These symbols are nothing more than graphic illustrations that complement the control bubbles to help readers of the drawing more easily identify the type of flow element being employed. The most common types are shown in this table on D001. These symbols are not really critical towards an understanding of the instrumentation or controls. Level elements don't have an equivalent. Nor do other common instrument types.
Breaktime!
OK, so now you have a solid feel for what P&IDs are, the purposes they serve, their limitations and supporting document requirements and now - a pretty solid handle on the symbology used. Despite all the ground we covered in this part, we haven't really had a chance to go through a few examples. Everyone knows that when it comes to learning new information, application it is key. The old adage "use it or lose it" applies. I still aim to get to some examples but for now, just take a well deserved break and let this stuff sink it. Besides, I'm sure they need to go buy a couple more hard drives for Parts 4 and 5.
Be sure to drop me any comments you have so that I can tailor the remaining parts.
Hang in there, we are almost done. Your on the back side of the race and heading towards the finish line. Thanks for joining me!
Comments
Robert, Excellent presentation - one minor comment is that the PLC symbol that you rarely encounter is commonly used in batch procsses that are typical of pharmaceutical plants. Great series. David
David - thanks for your kind feedback. Your note about the PLC symbol showing up often in the types of projects you work on is not surprising. I do see it now and again but tried to speak at a very generic level about its utility. It always comes down to your audience and mine is generally operations. I can see how programmers (EI&C types) might enjoy using it for their work to mark code, procedures, etc. - Bob
hai to all, i need a clear representation about closed tank and open tank level calculation and how to measure and calculate the range for the level and flow transmitter i am in need of this calculation
what are some more linstrument ine symbols and function symbols
thanks for sharing! it's very useful informations! waiting for part 4 and 5!
Robert, I bet you, your stuff is AWESOME! Where did you learn how to teach so easily? My four years in Univ. studying mineral processing technology couldn't give me much on P&IDs than I have just gotten out of you right here. It has kept haunting me ever since I left Uni 11yrs ago and was just lucky to have branched into HSE. But bcos I now find myself also doing process safety management, I had to run back to refresh on my P&Id stuff. Thanks for the great job Bob. Cheers. Ken. Thanks for the good job.
Ken and Andrew, Many thanks for your kind feedback. I've been away too long. I intend to begin my next series. It will be the Prequel to P&IDs. I still plan to contribute my best on the process engineering core. Scope and writing functional descriptions that really work in helping programmers make the plant do what it should. Along with major equipment specs (the key stuff). Etc. It's so easy to get caught up in huge tomes on these topics and I think this is the value of this site. For older guys like me to distill it down based on experience and what really works. Thanks for the motivation to get started again. Best, Bob
Great to hear this Robert. Your series has consistently been one of the most popular on ChEnected!
Hi Robert Writing this to convey a special thank you for making reading P&IDs fun to learn. At work . I was tasked this week, to create a tutorial for our fresh recruits on reading P&IDs. Googling led me to your article that greatly simplified my task.. I have borrowed freely from your blog and it has made my write-up that much richer. You will find that you are immortalized through my reference list !!. In closing , it must be said that you have flair for making drab technical stuff seem light and even interesting May your tribe flourish...Happy New Year
Annie, Many thanks for your kind feedback. I am very happy that you can use it in your work. I leveraged the great vision of this site to provide this open and free resource. I had fun putting it together (despite the work), and still plan to get a few more out. I will resolve to do that in 2012! Best wishes to you in 2012 as well. Bob <div style="display:block;margin:6px 0 0"><a class="a2a_dd" href="http://www.addtoany.com/share_save"><img src="http://static.addtoany.com/buttons/share_save_171_16.png" width="171" height="16" border="0" alt="Share/Save/Bookmark"></a>
i am a process engineer with some operation back ground and willing to make career in process safety. I have started learning P& ID but I could not locate all symbols which are generally used with some basic description and examples. Also I would like to have simplified loops normally seen on the P& ID explained. Please provide further source for reading. I found your article very good and it is great service to young process engineers.
ram, Thanks for your note. Regarding explanation of simplified loops, have you looked at any of the companion videos I provide at youttube? This is at least a start. Take a look and let me know if that helps. - Bob
Thank you so much for your clear and informative articles. I wish I had found this site years ago!!!! Unfortunately, the link to download the Lead Sheets for this article doesn't seem to work - could you look into this and hopefully fix. Many Thanks F J Black
FJ, Thanks for the feedback. I have notified the operators of this site about the broken link. If you wish to send me a private email, I will send the files directly to you. I've obscured the @ symbol below to keep the spammers at bay. robert.cook AT veoliawaterna.com Best wishes, Bob
Hi Robert I was looking for a good guide line about P&ID and all of a sudden I found it all here. I am so excited to read more. Your article is full of good and handy information and I would say it is simply "well-written".... Just Thank you , Thank you and Thank you. please keep on the good job!
You are quite welcome Hanieh. Please refer to my response to FJ BLACK above regarding a broken link to the example files. If you would like a copy, send me an email as well. Best regards, Bob
Sorry the link wasn't working. I saw the comments and have fixed it! Douglas@Chenected.
Thanks again Robert , The link is now working, tnx to Douglas too. I also wish to ask you about preparing the P&IDs, like basic rules ,, where to put check valve, where to put gate and etc. or How to do pipe sizing ? I have heard about simple calculation of Flow/Velocity and then pipe sizing , but what is the best velocity for each case ? is there any Ref? I think I am asking lot! Thanks in advance
easy to understand thanks
dear sir i m confused about the primary & secondary line used in p&ids sir i just want to know how to understand where is the primary line (process line) is used and where is the secondary line is used in a drawing.
hello sir, how to identify a I/P signal from an insrument or a system to instrument index
I I've learned a lot about P&ID and how to use the symbols.... Thank you for this site that you've created...
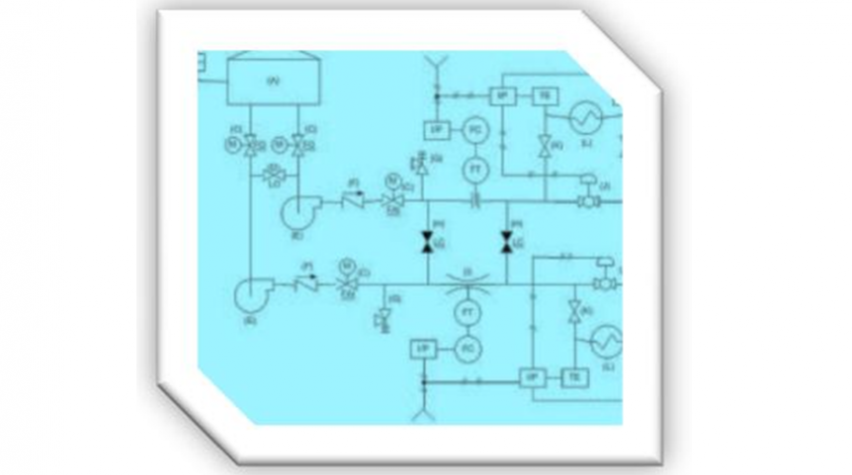
Hi there, I was wondering about the P&ID Diagram that is the profile picture for 'Interpreting Piping and Instrumentation Diagrams-Symbology [Part 3 of 5]', I have seen this P&ID plant diagram all over the web and I still have not managed to decipher what chemical plant this is, a little help please?
Thanks for this presentation
Thanks for these!!!! #awesome :)
Dear Robert, I am writing to express my profound gratitude to you for making P & ID interpretation seem easier. I am a mechanical engineer but was hardly into any technical job. Recently, I suddenly find myself in process safety. However, I was always frightened and overwhelmed whenever I come across P & ID and I decided to attend training courses. Just about when I was to register for the training in Canada, I came across your blog. After a careful reading of your blog together with other materials I got, I am now very confident to confront any P & ID I come across. Thanks a lot for helping me to save money. A lot of people pay handsomely to get the information you posted freely. I would like to ask if you have any material on plot plan and 3D drawing interpretations as that is my next technical area to improve. I will be grateful if you could write me on my private email. Once again, thanks a lot for your generosity in Human Capacity Development.
Great post, and very helpful examples in the comments , thanks for sharing guys!
Dear Sir, I am following following sequence for line identification lines. LINE SIZE - FLUID- PIPE MOC - LINE NO - INSULATION. 80- SW-SS316-0001 LINE SIZE 80 MM, FLUID IN LINE SW (SOFT WATER), PIPE MOC SS-316 FOLLOWED BY LINE NO 0001. IS IT OK OR REQUIRED CHANGES IN IT.
Anant, The line label you devised is certainly workable. The only suggestion I have (and it is simply that), is to consider changing your PIPE MOC to a line specification. A properly defined line specification includes all fittings, pipe MOC, schedule, valves, welding, and even hydro testing, etc. requirements for a particular service. When you only specify the material of construction, it leaves a lot of open questions. For example, say to you put it on a 40mm line vs. an 80mm line. Are the schedules different due to P/T considerations? Are there limintations with respect to the type of connection that is allowed? Smaller bore pipe may not be able to use threaded connections due to derating from the thread. These types of things will haunt you later when the fabricator comes back asking questions. Best regards, Bob
Thanks. Anant.
Dear Robbert, I am getting confudes that in pipe lines some times dummys are there, they are blanked by flange on it , (means not connected to any system), In P&IDs do we need to show this in diagram.
Anant, Thanks for your question. The use of blind flanges has many possible purposes in a process. They could exist on tanks/vessels for future flexibility, process expansion, options to add additional lines, etc. Alternately, they may simply be the result of change; perhaps a line or piece of equipment was removed and it was easier to simply blind a flange at a convenient point than to remove it from the system altogether. In pipelines, they might exist to provide flexibility for clean-out, new/future additions that are planned or to simply have them for draining or other needs. It is very common not to show all blind flange nozzles that a vessel has on a P&ID. Many times, a tank will be very old and a lot of nozzles will simply be blinded and abandoned so there is little point in cluttering a P&ID with things that have no practical purpose. Having said that, when I audit a set of P&IDs, I would highly recommend that you do show all blinded flanges on piping systems. You are going for an accurate representation of what the plant actually looks like and knowing there are blind flanges at various points in the piping could be beneficial to future needs, reviews, etc. For tanks, it might make sense to reference the fabrication drawings for details and appurtenances. So in the final analysis, I would advice you to show all flanged connections, even spool pieces if they serve a useful purpose surrounding maintenance or other activities. Unlike fittings, where flanges are concerned, there is usually a purpose for them beyond simply connecting things together and it is generally a good idea to know where blind flanges are in a plant. Opionions may vary on this point but that's my advice.
I am confused about the difference in meaning between the single horizontal line through the bubble and the box around the bubble. Single horizontal line - "located on a main control panel near the control room or some computer screen in the main control room" Box - "...if you can see it on a control screen, it will be represented as a circle inside a square on P&IDs." What is the difference between the single horizontal line and the box?
@Joerg Dyckerhoff - The purpose of the horizontal line is different when used inside a circle (alone) or a circle within a square. In the former case, a circle symbol simply represents a physical device, like a pressure gauge or a hand switch. Something that you can see, touch, feel - it exists in the real world. When lines are placed inside a circle symbol, they provide a big more information about that device's location. Here is a breakdown: - A circle with no line means that device is somewhere in the field, installed on the process itself. A pressure gauge on a pipe for example. - A circle with a single line means that device is mounted on front of a panel. It could still be a pressure gauges, but it would have a pilot tube tapping into the point where it is sensing pressure. You might see a bunch of pressure gauges grouped on a panel for some particular skidded process. It makes it easier to have them all consolidated. These would all be shown on a P&ID as a circle with a solid horizonatal line through the middle of it. - The last two circles are those with a dahsed horizontal line (meaning it is still a physical device but mounted where it is not readily accessible, perhaps the back of a panel). The circle with two parallel horizontal lines provide similar purpose to a single horizontal line but simply indicate the panel is local. What does "local" mean? Well, it could mean you have a small control panel installed next to a unit operation so that operators can see the particulars and interface with just that unit operation locally. Meanwhile, a larger "main panel" would be back in the control room. If you have a plant where you have multiple smaller panels that in some way end up tying into a main control panel, then you might elect to illustrate that with two horizontal lines for devices in the local panels, and one horizontal line for those int he "mean" panel. But things are change when you have a box around that circle. In that case, the device is "virtual". Meaning, it is an abstract representation of a device on a display screen. If you wanted to show the level in a tank using a graphic bar that goes from 0-100% on a screen, that would be cricle in a square. Sincer virtual devices do not really have a physical location in the real world, the lines in them takes on an "accessibility" role. For example: - A shared display (circle in a square) symbol with a solid horizontal line means that an operator has "access" to it. It is on the screen in plain view, or can be shown by accessing a button or widget that brings it up. It is not hidden in code only such as an object-oriented coded thing. If operators can see it, get to it or in some way access it, use a horizontal line in the shared symbol. - A shared display with a dotted line means that it is not normally accessible. It is still something that can be brought up on a screen but they do not normally see it or it has restricted access. Maybe you want to hide the tuning parameters for a critical PID loop in a dialog box that is password protected for example? Or you only want to allow changes to setpoints for alarms by authorized folks in a screen that you can't normally access. I hope this helps. Let me know if you have any questions. Best regards, Bob
All clear. Thank you.
Really great work sir.It is very interesting and fun to learn P&ID from here.Thanks a lot.